
572 публикации28,6 тысяч просмотров FacebookTwitterTelegram
Серия ремонтов силового агрегата автомобиля связана со снятием головки блока. Разборка ГБЦ особых сложностей не вызывает, но установка агрегата на место при сборке двигателя требует полного соблюдения технологии монтажа, в частности затяжки крепежа.
Содержание
Последствия неправильной установки ГБЦ
Правильная затяжка головки блока очень важна, так как от этого напрямую зависит работоспособность двигателя. Головка блока цилиндров служит крышкой цилиндра, и любое нарушение ее посадки сказывается на процессах, происходящих внутри силового агрегата.
Недостаточная затяжка ГБЦ приводит к снижению компрессии из-за потери уплотнения на стыке ГБЦ с блоком цилиндров, истощения прокладки, прорыва рабочих газов из цилиндров и попадания их в смазку или охлаждение системы каналов, проникновение жидкостей в камеры сгорания, что в свою очередь отрицательно сказывается на работе силового агрегата и может вызвать очень серьезные повреждения.

Излишняя затяжка тоже не на пользу, в этом случае часто происходит повреждение головки — появляются трещины или разрушение крепежа — обрыв болта, обрыв резьбы и т.д.
Неравномерная или неправильная затяжка часто вызывает деформацию головки, в результате чего в стыках между ней и колодкой появляются зазоры, что приводит к тем же последствиям, что и недостаточная затяжка.
Особенности детали
Изголовье — конструктивно довольно сложная деталь. Представляет собой массивную плиту, в которой выполнены каналы для циркуляции жидкостей системы смазки и охлаждения и технологические отверстия — стойки, для форсунок (в дизельных двигателях), крепления.
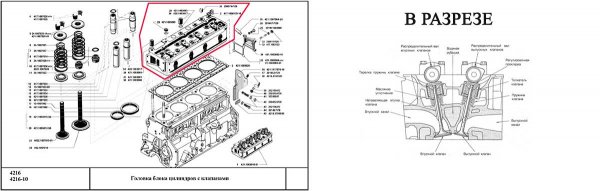
Также над изголовьем есть так называемое «ложе» распредвала — посадочное место для его установки.
Несмотря на свой размер, головка блока является хрупкой деталью из-за пустот внутри, поэтому чрезмерное усилие зажима часто приводит к трещинам в стенах и настиле.
Для изготовления головки блока цилиндров используются два типа металлов: алюминий (наиболее распространен) и чугун.
Для крепления последнего используются стальные болты или шпильки с гайками. Например, головка блока УАЗ 31519 крепится шпильками.

Разница в материалах изготовления головки и ее креплений имеет негативный фактор: различное тепловое расширение компонентов при нагревании, особенно в отношении алюминиевой головки.
Неравномерная затяжка крепежных элементов (гаек, шпилек и т.д.) при тепловом расширении приводит к появлению чрезмерных напряжений в металлической конструкции, в результате чего головка деформируется.
Условия затяжки болтов
При установке головки блока важно придерживаться технологии зажима, которая включает в себя ряд критериев:
- Усилие;
- Состояние крепежа (например, шпильки с гайками);
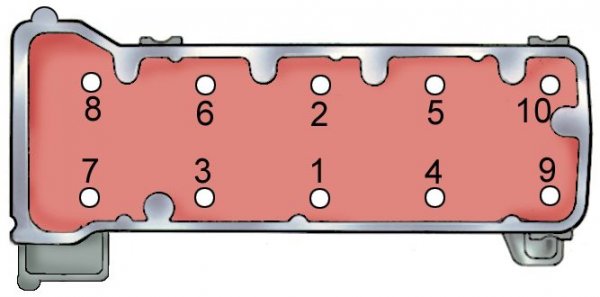
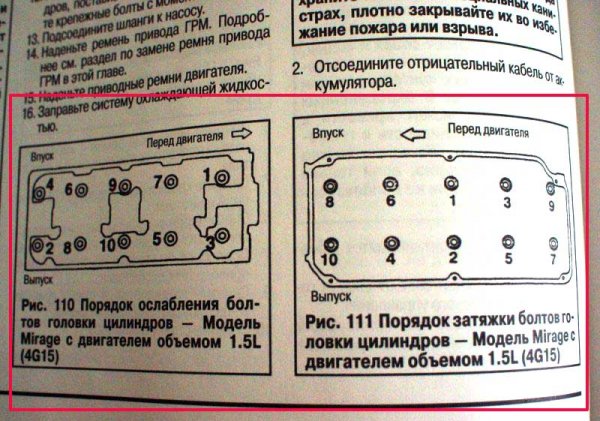
- Порядок затяжки;
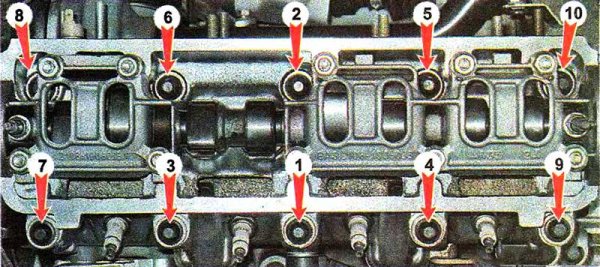
У каждого двигателя свой порядок затяжки, который необходимо соблюдать, чтобы головка равномерно притягивалась к блоку и исключала возникновение напряжений на любой части поверхности. Например, на ВАЗ 2105 это выглядит так.
Усилие — еще один важный фактор для правильного закрепления этого элемента двигателя. Пластина натягивается разными подходами (на разных двигателях их количество разное), каждый из которых выполняется своим усилием.
Крепеж головки блока затягивается с достаточно большим усилием, что приводит к их натягиванию. Поэтому на многих двигателях болты нельзя использовать повторно, их необходимо заменить. Но есть и двигатели, в которых замена крепежа не нужна и возможна их переустановка.
В них содержится вся информация, относящаяся к документации технологии зажима ГБЦ для автомобиля, часто она также указывается на упаковке прокладки ГБЦ и крепежа.
Общие правила выполнения работ, используемые методы
Существует ряд общих правил, которые необходимо соблюдать при установке головки блока:
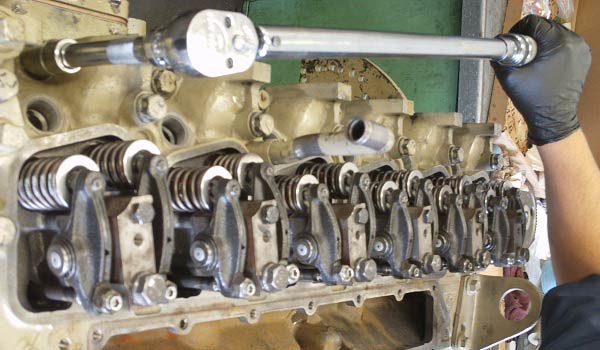
- Болты крепления ГБЦ необходимо затягивать плавно, рывки не допускаются. Поскольку прижимная сила на последних подходах значительна, удлинение рычага ключа с трубкой позволяет упростить процедуру и обеспечить равномерную и регулярную затяжку;
- Резьбу крепежа перед ввинчиванием необходимо смазать моторным маслом. Но не стоит заливать смазку в отверстия под болты (особенно это актуально для «глухих» отверстий), так как она не позволит в дальнейшем полностью затянуть крепеж.
- Перед установкой болтов нужно внимательно осмотреть состояние проводов на них. На петлях не должно быть грязи или посторонних частиц.
- важно строго соблюдать момент затяжки. Для этих целей используется специальный инструмент — динамометрический ключ. Не рекомендуется выполнять эту операцию с обычными ключами;


Несмотря на то, что каждый двигатель имеет свои характеристики зажима головки блока, общая технология этой операции одинакова. Обычно для затяжки креплений используются два метода:
- В разных подходах доведение прижимной силы до необходимого значения;
- Затяните крепеж с определенным усилием (за один или несколько подходов), затем поверните болты на определенный угол.
Метод затяжки выбирается в зависимости от типа болта.
Первый метод используется при использовании нерастяжимых болтов (сейчас они не используются, но их можно найти на старых автомобилях). Но часто этот вид крепления требует подтяжки после определенного периода работы двигателя, чтобы компенсировать усадку прокладки ГБЦ. Но такой крепеж можно использовать повторно и не один раз.
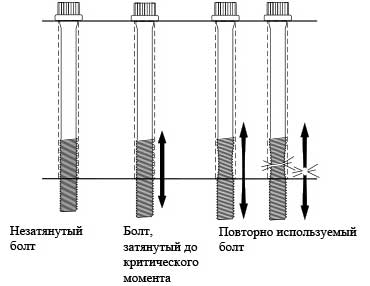
Второй способ затяжки блока актуален для большинства современных автомобилей. И все за счет использования натяжных болтов (так называемого типа TTY).

За счет упругой деформации такие крепежи способны компенсировать тепловое расширение головки и усадку прокладки, но для этого их нужно привести в режим деформации (на самом деле просто немного растянуть).
Для этого необходимо дважды повернуть болты на определенный угол. На некоторых автомобилях этот угол составляет 45 градусов, на других — 90 градусов.

Но после того, как элементы были приведены в режим упругой деформации, они больше не смогут вернуться в исходное состояние, поэтому их повторное использование не допускается из-за высокой вероятности разрушения.
Общий порядок работ
Хотя затяжка головки блока имеет множество нюансов и особенностей, общая технология проведения операции несложная, важно лишь соблюдение условий.
Общий алгоритм работы следующий:
- Ставим на место головку блока (правильное положение прокладки и головки обеспечивают направляющие втулки);

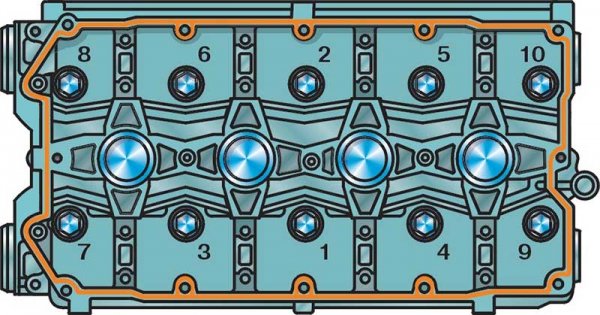
- Делаем первый подход, соблюдая порядок затяжки (для удобства можно пометить болты маркером по порядку). На фото ВАЗ 2103;

- Мы выполняем все следующие подходы.
- Укладываем прокладку;
- Изучаем документацию (порядок и прочность затяжки);
- Последние устанавливаем в отверстия и затягиваем вручную;
- Смажьте резьбу крепежа;
- Уточняем схему протяжки, количество подходов и усилие каждого из них, а также время перерывов между подходами (все это указано в документации);
- Подготавливаем инструмент;
- Осматриваем и очищаем поверхности блока и головки, зачищаем монтажные отверстия (тряпкой или сжатым воздухом);

На некоторых автомобилях также необходимо подтянуть крепления после определенного периода эксплуатации автомобиля. Эта информация должна быть указана в технической документации.
Некоторые нюансы
Момент затяжки — один из основных факторов для правильного позиционирования головки блока. Но на этот критерий влияет не только приложенная сила, но и сам крепеж:
- Наличие смазки на резьбовой части;
- Состояние резьбы.
- Общее состояние болтов — новые или б / у;
Тип силовой установки (бензиновая, дизельная), а также количество клапанов не влияют на технологию зажима ГБЦ. Но это не значит, что сила и порядок затяжки у всех моторов одинаковы и перед посадкой головки обязательно изучить условия выполнения операции и все ее особенности.
Распространенные ошибки
Несмотря на то, что производители автомобилей четко указывают порядок и нюансы затяжки ГБЦ, многие автолюбители допускают ошибки при сборке двигателя. Наиболее распространены:
- Прокладка (превышение усилия зажима приводит к повреждению ГБЦ и самих креплений);

- Использование неподходящих болтов для замены (крепежные элементы разных двигателей могут отличаться по длине, расстоянию между витками резьбы, высоте и диаметру головки);
- Использование поврежденных или неадекватных ключей (края головок болтов могут сломаться, после чего их будет проблематично затянуть или открутить нормально);
- Залить масло в крепежные отверстия для смазки резьбы (жидкость несжимаемая, поэтому пролитое масло не позволит нормально затянуть головку);

Чтобы в дальнейшем не возникало проблем, необходимо использовать только крепеж, рассчитанный на конкретный двигатель и полностью соответствующий условиям работы.
Особенности выполнения работ на примере некоторых авто
В качестве доказательства суждения о том, что каждая силовая установка имеет свои головные характеристики, рассмотрим нюансы проведения работ на конкретных моделях.
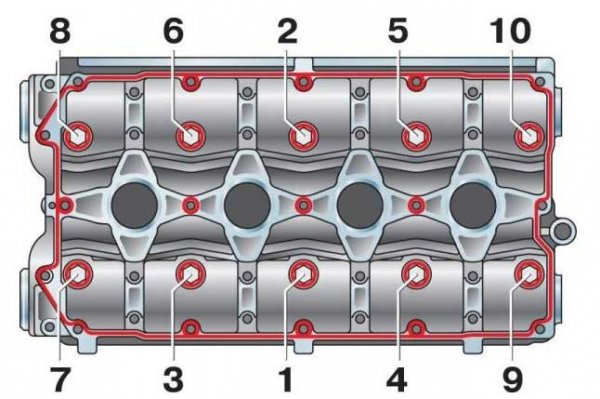
ВАЗ-2112 16 клапанов
Многочисленные модификации ВАЗ-2112 комплектовались 16-клапанными силовыми установками двух типов (заводские индексы — 21120 и 21124). Эти два двигателя, несмотря на некоторые особенности конструкции, имеют одинаковую технологию зажима головки.
В этих устройствах используются натяжные болты 93 мм. В этом случае допускается повторное использование крепежа, но при одном условии: если их длина не превышает 95 мм (если больше, их необходимо заменить). Для крепления головки используется 10 болтов.

Затяжка проводится в три подхода:
- Болты затягиваются по заказу с усилием 2 кг / м;
- Вращение на 90 градусов.;
- Повторное разгибание на 90 градусов.
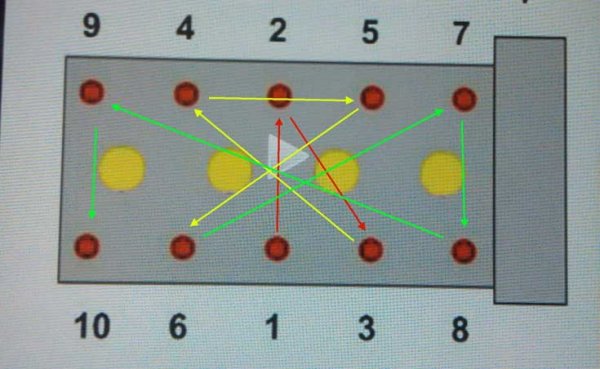
Схема движения показана ниже.
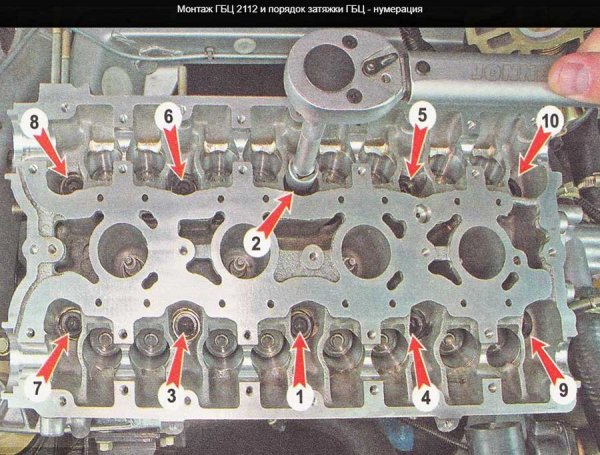
Между 2-м и 3-м подходами нужно сделать перерыв на 20 минут.
Поскольку на этих двигателях используются тяговые болты, дополнительное натяжение при эксплуатации автомобиля не требуется.
ВАЗ-2107
На ВАЗ-2107 все устанавливаемые модификации силовых агрегатов 8-клапанные.
Головка блока крепится к ним 11 болтами, 10 из которых являются основными и 1 — вспомогательными боковыми болтами (устанавливаются в боковой планке).
На этом станке затяжка крепежа также выполняется в три подхода:
- 10 основных болтов затягиваются по заказу с усилием 3,5-4,0 кг / м;
- Те же болты достигают крутящего момента 11,5-12,0 кг / м;
- Вспомогательный затягивается с усилием 3,5-4,0 кг / м.
Нет необходимости в дополнительной подтяжке ГБЦ при эксплуатации ВАЗ-2107.
«Самара», 10-е семейство, Приора
На моделях семейства Самара (2108-21099) помимо ВАЗ 2110-2112 с 8-клапанным агрегатом затяжка проводится уже в 4 подхода:
- Зажим с усилием 2,0 кг / м;
- Тяга с моментом 7,5-8,5 кг / м;
- Поверните на 90 градусов.;
- Возврат на 90 градусов.
Перерыв между пунктами 3.4 составляет 20 минут.
Что касается «десятого» семейства ВАЗ, оснащенного 16-клапанными двигателями, их технология зажима такая же, как у ВАЗ-2112 (описана выше).
То же касается и Lada Priora, на 8-клапанных агрегатах используется способ с 4 подходами (ВАЗ 2108-21099), а на 16-клапанных — 3 подхода (ВАЗ 2112 с 16-клапанным двигателем).
«Волга»
На двигателях ЗМЗ-406, устанавливаемых на Волгу, согласно технической документации автопроизводителя, болты ГБЦ блока цилиндров затягиваются двумя способами:
- С силой 4,0-6,0 кг / м;
- С моментом 13,0-14,5 кг / м.
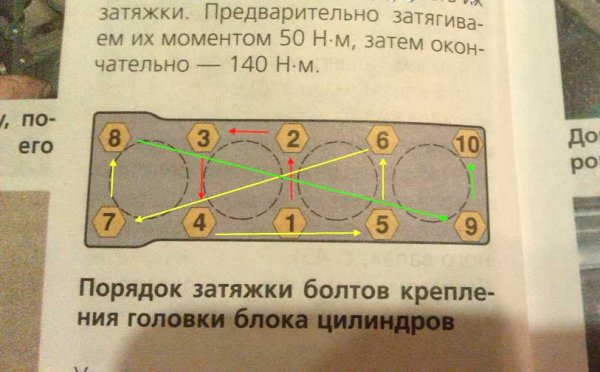
Но многие автовладельцы этого автомобиля отмечают, что данная технология не позволяет качественно притянуть ГБЦ, поэтому используют приемы с большим количеством подходов.
Самым распространенным является метод кроссовера, который выполняется в 4 этапа и требует обязательных действий:
- 4,0-4,3 кг / м2;
- 7,5 кг / кв.м;
- 11,0 кг / м2;
- 14,3-14,5 кг / м2.
При работе с этим двигателем не требуется последующей затяжки болтов.
Выполнение операции без динамометрического ключа
Поскольку на всех этих машинах сила указывается точно, без динамометрического ключа при посадке боевой части не обойтись. Но на некоторых автомобилях вполне можно обойтись без них и использовать для затяжки обычные гаечные ключи и насадку-удлинитель.
Сразу отметим, что выполнение работ без деталей инструментом допускается только на «старых» двигателях («Москвич», ВАЗ первых моделей).
Особенность затяжки головки блока без динамометрического ключа — необходимость «чувствовать» приложенное усилие. В остальном общий метод работы такой же, как и при использовании специальных инструментов:
- Делаем 1 подход, прикладывая среднее усилие (стараясь с одинаковым усилием вытащить все болты, плавно и без рывков). Обязательно соблюдайте порядок затяжки;

- Третий подход делается с большим усилием (поворачиваем до упора).
- Выполняем второй подход, увеличивая усилие (чтобы точнее «почувствовать» усилие, ключ с вытянутым плечом нужно тянуть «на себя», а не отталкивать «от себя»);
- Все болты накручиваем «вручную;

Один из вариантов затяжки без ключа — это дважды затянуть крепеж после выполнения второго подхода.
Поскольку без умения «почувствовать» приложенную силу удается далеко не всем, лучше не применять метод без динамометрического ключа, ведь последствия неправильной затяжки головки блока достаточно серьезны и могут привести к очень серьезным поломкам.
Поэтому перед ремонтом двигателя, связанным со снятием головки блока, необходимо запастись специальным инструментом, тем более, что он не будет лишним и всегда будет использоваться.